
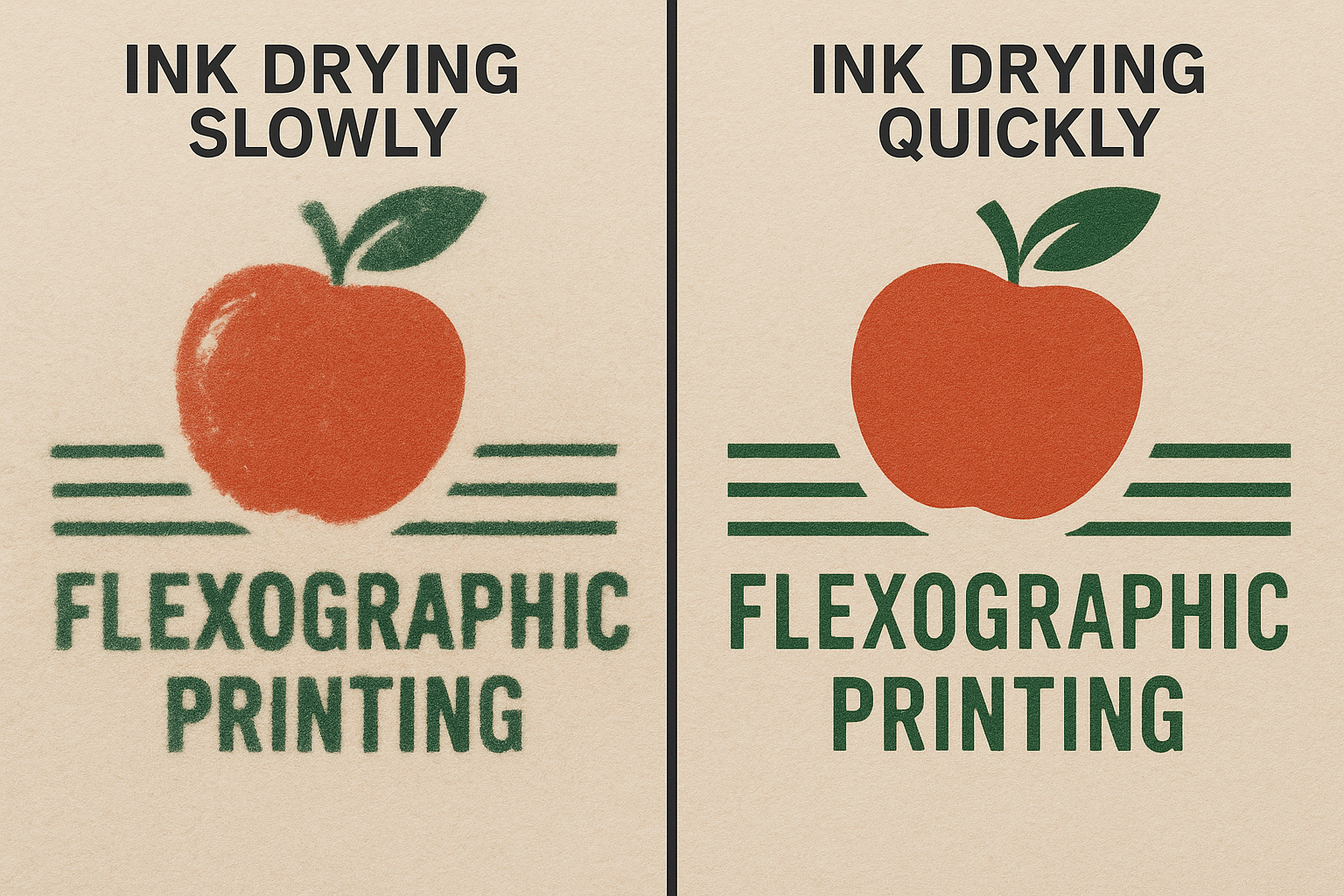
Fleksopainokoneiden prosesseissa musteen hidas kuivuminen, joka johtaa tahriintumiseen, on ollut jatkuva haaste painoyrityksille. Tämä ei ainoastaan vaikuta tulostuslaatuun ja lisää jätettä, vaan myös heikentää tuotannon tehokkuutta ja voi jopa viivästyttää toimitusaikatauluja. Miten tämä ongelma voidaan ratkaista tehokkaasti? Tarjoamme kattavan ratkaisun, joka kattaa musteen valinnan, prosessin optimoinnin, laitteiden päivitykset ja ympäristönhallinnan, jotta voit poistaa tahriintumisen ja saavuttaa vakaan ja tehokkaan painotuotannon.
Fleksopainokoneiden prosesseissa musteen hidas kuivuminen, joka johtaa tahriintumiseen, on ollut jatkuva haaste painoyrityksille. Tämä ei ainoastaan vaikuta tulostuslaatuun ja lisää jätettä, vaan myös heikentää tuotannon tehokkuutta ja voi jopa viivästyttää toimitusaikatauluja. Miten tämä ongelma voidaan ratkaista tehokkaasti? Tarjoamme kattavan ratkaisun, joka kattaa musteen valinnan, prosessin optimoinnin, laitteiden päivitykset ja ympäristönhallinnan, jotta voit poistaa tahriintumisen ja saavuttaa vakaan ja tehokkaan painotuotannon.
● Musteen valinta ja kaavan optimointi – Kuivumisongelmien ratkaiseminen lähteellä
Fleksopainokoneissa musteen valinta ja koostumus ovat ratkaisevan tärkeitä kuivumisongelmien ratkaisemiseksi. Suosittelemme nopeasti kuivuvia musteita, kuten liuotinpohjaisia musteita, joiden koostumukset ovat erittäin haihtuvia, tai vesipohjaisia musteita, joissa on kuivumisen kiihdyttimiä. UV-musteet yhdessä ultraviolettikovetusjärjestelmien kanssa ovat paras valinta maksimaalisen kuivumisnopeuden saavuttamiseksi. Liuotinsuhteiden säätäminen – kuten etanoli- tai etyyliasetaattipitoisuuden lisääminen – voi parantaa kuivumiskykyä säilyttäen samalla musteen stabiilisuuden. Lisäksi oikeiden kuivauslisäaineiden valinta (esim. koboltti/mangaanikuivausaineet oksidatiivisesti kuivuville musteille tai erikoistuneet tunkeutumisaineet imukykyisille alustoille) varmistaa optimaaliset tulokset.
● Kuivausjärjestelmän päivitykset – Tehokkuuden parantaminen
Fleksopainokoneen kuivausjärjestelmien suorituskyky vaikuttaa suoraan tuloksiin. Tarkasta kuivaimet säännöllisesti varmistaaksesi oikeat lämpötila-asetukset (50–80 °C liuotinmusteille, hieman alhaisemmat vesipohjaisille musteille) ja esteettömän ilmavirran. Vaativissa sovelluksissa voit päivittää infrapunakuivatukseen paikallisen tehokkuuden saavuttamiseksi tai UV-kovetukseen välittömän kuivauksen saavuttamiseksi. Kylmäilmakuivausyksiköt ovat erityisen hyödyllisiä imukyvyttömille kalvoille musteen uudelleenkostumisen estämiseksi.


● Painoprosessin optimointi – Tuotantoparametrien säätäminen
Fleksopainokoneissa tuotantoparametrien optimointi parantaa merkittävästi kuivaustehokkuutta. Painonopeuden hallinta on ratkaisevan tärkeää – liiallinen nopeus estää asianmukaisen kuivumisen ennen seuraavaa painoasemaa. Säädä nopeutta musteen ominaisuuksien ja kuivaimen kapasiteetin perusteella. Mustekalvon paksuuden hallinta oikean anilox-telan valinnan ja musteen määrän avulla estää liiallisen kertymisen. Moniväritulostuksessa asemien välisen etäisyyden lisääminen tai asemien välisten kuivainten lisääminen pidentää kuivumisaikaa.
● Ympäristön ja alustan sopeutuminen – Kriittiset ulkoiset tekijät
Fleksopainokoneiden ympäristöolosuhteet vaikuttavat merkittävästi kuivumiseen. Pidä tuotantotilan lämpötila 20–25 °C:ssa ja kosteus 50–60 %:ssa. Käytä kosteina vuodenaikoina ilmankuivaimia. Alustan esikäsittely (esim. koronakäsittely PE/PET-kalvoille) parantaa musteen tarttumista ja vähentää kuivumisvirheitä.
Koronahoito

Kosteuden säätö
Lopuksi, vankka huoltosuunnitelma varmistaa pitkäaikaisen vakauden. Puhdista kuivausrumpujen suuttimet ja lämmityselementit säännöllisesti, tarkista anilox-telojen kuluminen ja käytä kuivajännitystestejä tulostuslaadun valvontaan – nämä ovat keskeisiä vaiheita kuivumiseen liittyvien ongelmien ehkäisemisessä.




Julkaisun aika: 29.5.2025