
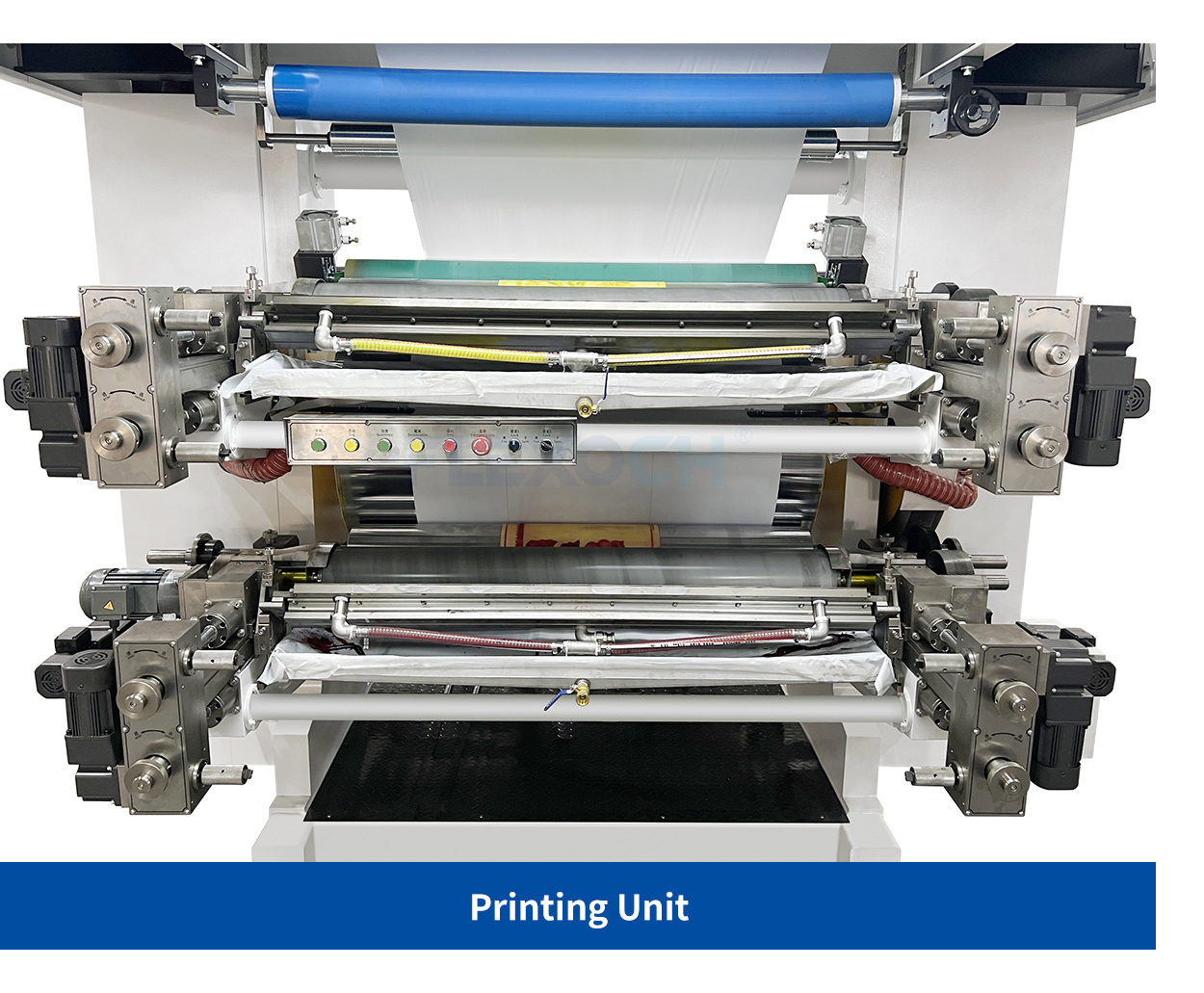
CI-flexopainokone
CI (Central Impression) -fleksopainokoneessa käytetään yhtä suurta painorumpua materiaalin pitämiseen paikallaan kaikkien värien tulostaessa sen ympärille. Tämä rakenne pitää jännityksen vakaana ja tarjoaa erinomaisen kohdistustarkkuuden, erityisesti venytysherkille kalvoille.
Se toimii nopeasti, kuluttaa vähemmän materiaalia ja tuottaa korkealaatuisia tulostustuloksia – täydellinen valinta ensiluokkaisiin pakkauksiin ja tarkkuussovelluksiin.


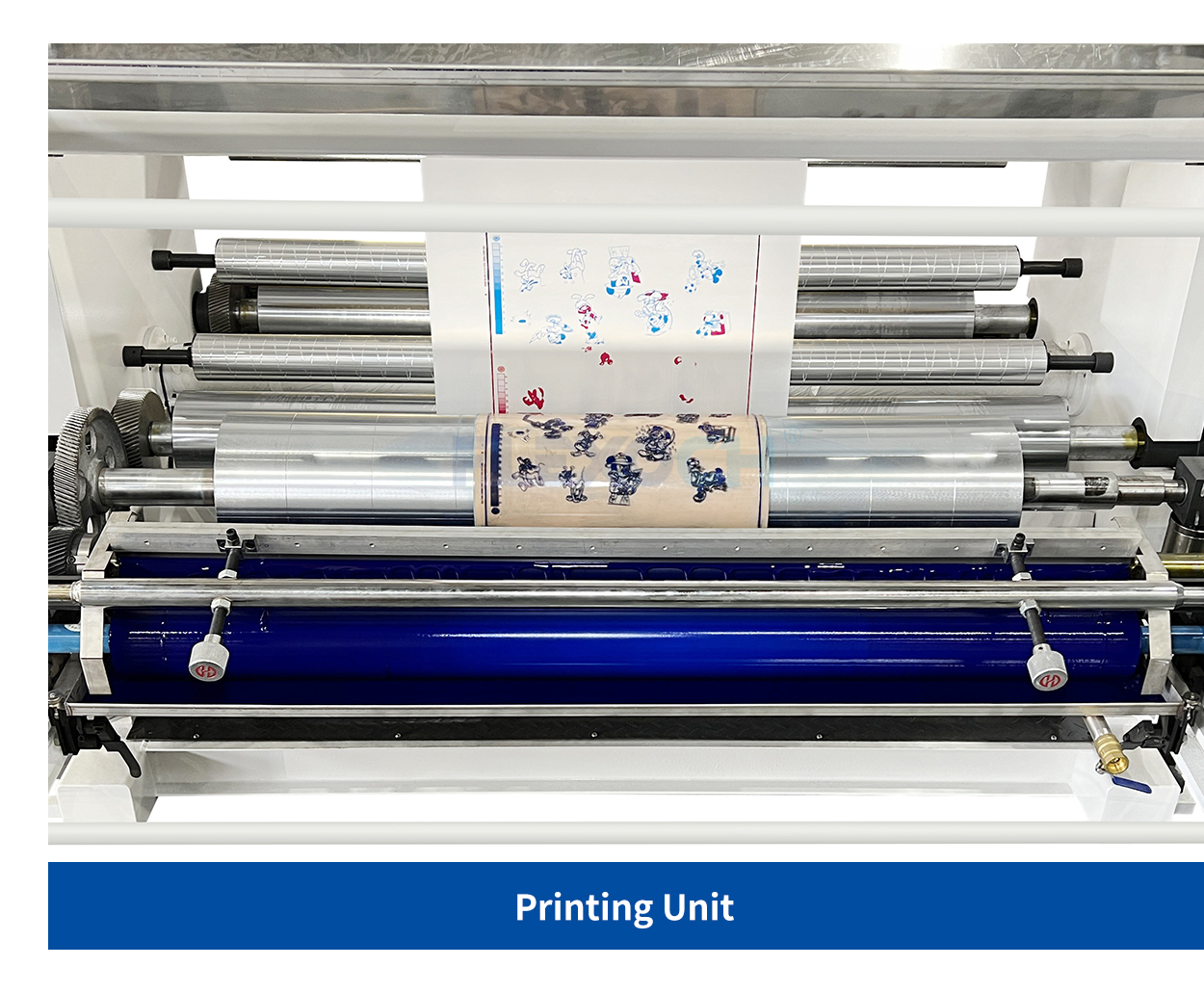
Pinotyyppinen fleksopainokone
Pinoavassa fleksopainokoneessa jokainen väriyksikkö on järjestetty pystysuoraan, ja jokaista asemaa voidaan säätää erikseen. Tämä helpottaa erilaisten materiaalien ja työtehtävien vaihtoa. Se toimii hyvin monenlaisille materiaaleille ja on erityisen hyödyllinen kaksipuolisessa tulostuksessa.
Jos tarvitset joustavan ja kustannustehokkaan koneen päivittäisiin pakkaustöihin, pinoflexopuristin on käytännöllinen ja luotettava valinta.


Olipa kyseessä sitten CI-fleksopainokone tai pinotyyppinen fleksopainokone, värien rekisteröinnissä voi esiintyä epätarkkuutta, mikä voi vaikuttaa lopputuotteen värien suorituskykyyn ja tulostuslaatuun. Seuraavat viisi vaihetta tarjoavat systemaattisen menettelyn tämän ongelman vianmääritykseen ja ratkaisemiseen.
1. Tarkasta mekaaninen vakaus
Kohdistusvirheet johtuvat usein mekaanisesta kulumisesta tai löysyydestä. Fleksopainokoneiden pinoamisessa painossa kannattaa tarkistaa säännöllisesti rattaat, laakerit ja käyttöhihnat, jotka yhdistävät kunkin tulostusyksikön, varmistaen, ettei niissä ole välystä tai siirtymää, joka voisi vaikuttaa kohdistukseen.
Keskuspainokoneilla saavutetaan tyypillisesti vakaampi kohdistus, koska kaikki värit tulostuvat yhtä painorumpua vasten. Tarkkuus riippuu kuitenkin edelleen levysylinterin oikeasta kiinnityksestä ja tasaisen rainan kireyden ylläpitämisestä – jos jompikumpi niistä ajautuu, kohdistuksen vakaus kärsii.
Suositus:Aina kun levyjä vaihdetaan tai kone on ollut käyttämättömänä jonkin aikaa, käännä jokaista tulostusyksikköä käsin tunnustellaksesi, onko niissä epätavallista vastusta. Säätöjen jälkeen käynnistä painokone alhaisella nopeudella ja tarkista kohdistusmerkit. Tämä auttaa varmistamaan, että kohdistus pysyy tasaisena ennen kuin siirrytään täyteen tuotantonopeuteen.
2. Optimoi alustan yhteensopivuus
Materiaalit, kuten kalvo, paperi ja kuitukankaat, reagoivat jännitykseen eri tavoin, ja nämä vaihtelut voivat johtaa kohdistuksen muutoksiin tulostuksen aikana. CI-fleksopainokoneet ylläpitävät yleensä vakaampaa jännitystä ja sopivat siksi hyvin kalvosovelluksiin, jotka vaativat erittäin tarkkaa painoa. Pinoflexopainokoneet sitä vastoin tarvitsevat usein tarkempaa jännitysasetusten hienosäätöä, jotta kohdistus pysyisi tasaisena.
Suositus:Kun huomaat materiaalin venyvän tai kutistuvan huomattavasti, vähennä rainan kireyttä. Alhaisempi kireys voi auttaa rajoittamaan mittamuutoksia ja vähentämään kohdistuksen vaihtelua.
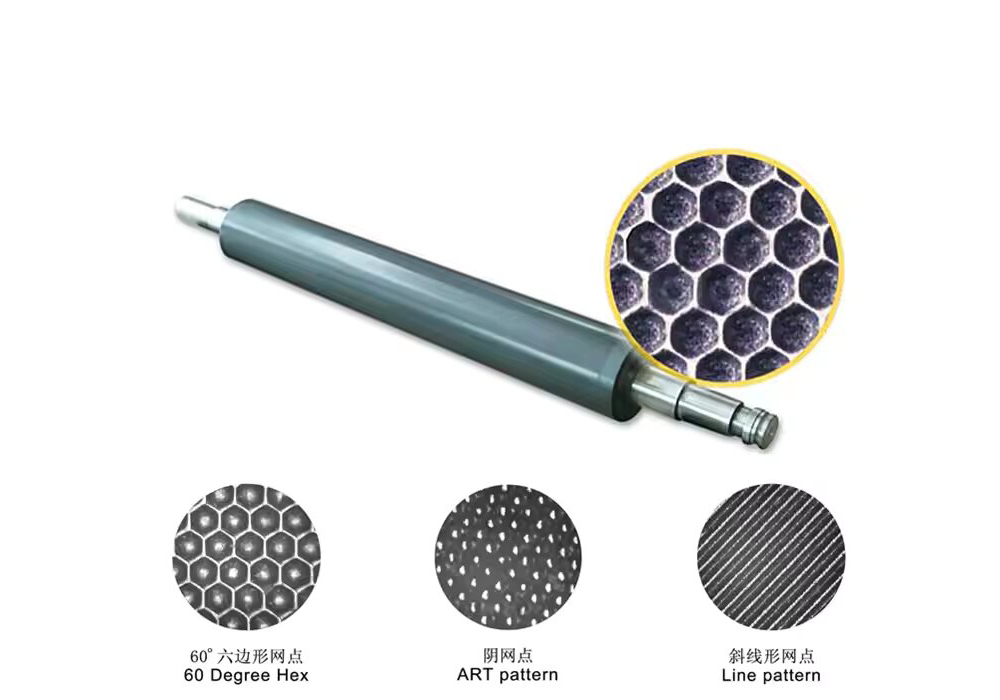
3. Kalibroi levyn ja anilox-telan yhteensopivuus
Levyn ominaisuudet – kuten paksuus, kovuus ja kaiverrustarkkuus – vaikuttavat suoraan rekisteröintisuorituskykyyn. Korkean resoluution levyjen käyttö voi auttaa hallitsemaan pisteenkasvua ja parantamaan vakautta. Anilox-rullan viivojen lukumäärä on myös sovitettava huolellisesti levyyn: liian suuri viivojen lukumäärä voi vähentää musteen määrää, kun taas liian pieni viivojen lukumäärä voi aiheuttaa liiallista mustetta ja leviämistä, jotka molemmat voivat epäsuorasti vaikuttaa rekisteröintikohdistukseen.
Suositus:On tarkoituksenmukaisempaa säätää aniloxvalssin viivojen lukumäärää 100–1000 LPI:hen. Tarkista, että levyn kovuus pysyy tasaisena kaikissa yksiköissä, jotta nämä vaihtelut eivät korostu.
4. Säädä tulostuspainetta ja mustejärjestelmää
Kun painopaine on asetettu liian korkeaksi, painolevyt voivat vääntyä, ja tämä ongelma on erityisen yleinen pinotyyppisissä fleksopainokoneissa, joissa jokainen asema käyttää painetta erikseen. Aseta paine kullekin yksikölle erikseen ja käytä vain minimipainetta, joka tarvitaan puhtaan kuvansiirron saavuttamiseksi. Myös vakaa musteen käyttäytyminen on tärkeää kohdistuksen hallinnassa. Tarkista kaavinterän kulma ja pidä musteen viskositeetti oikeana, jotta vältät epätasaisen musteen jakautumisen, joka voi aiheuttaa paikallisia kohdistusmuutoksia.
Suositus:Sekä pinotyyppisissä että kiinteäpaineisissa fleksopainokoneissa lyhyt musteen reitti ja nopea musteen siirtyminen lisäävät herkkyyttä kuivumisominaisuuksille. Pidä silmällä kuivumisnopeutta tuotannon aikana ja käytä hidastinta, jos muste alkaa kuivua liian nopeasti.
● Videoesittely
5. Käytä automaattisia rekisteröinti- ja korvaustyökaluja
Useissa nykyaikaisissa fleksopainokoneissa on automaattiset kohdistustoiminnot, jotka säätävät kohdistusta reaaliajassa tuotannon aikana. Jos kohdistusongelmat jatkuvat manuaalisten säätöjen jälkeen, tarkista aiemmat työtiedot. Historiallisten tuotantotietojen tarkastelu voi paljastaa toistuvia kuvioita tai ajoitukseen liittyviä poikkeamia, jotka viittaavat perimmäiseen syyhyn, mikä auttaa sinua tekemään kohdennetumpia ja tehokkaampia asetusmuutoksia.
Suositus:Pitkään käytössä olleille painokoneille kannattaa tehdä täysi lineaarinen kohdistustarkistus aika ajoin. Tämä vaihe on erityisen tärkeä pinotyyppisissä fleksopainokoneissa, koska jokainen asema toimii itsenäisesti ja yhdenmukainen kohdistus edellyttää niiden pitämistä linjattuna koordinoiduna järjestelmänä.
Johtopäätös
Olipa kyseessä sitten keskipainatusfleksopainokone tai pinopainokone, värirekisteröintiongelma johtuu yleensä mekaanisten, materiaali- ja prosessimuuttujien yhteisvaikutuksesta, ei yhdestä tekijästä. Systemaattisen vianmäärityksen ja huolellisen kalibroinnin avulla uskomme, että voit nopeasti auttaa fleksopainokonetta jatkamaan tuotantoa ja parantamaan laitteiston pitkän aikavälin vakautta.


Julkaisun aika: 08.08.2025