
Fleksopainossa monivärisen kohdistuksen (2, 4, 6 ja 8 väriä) tarkkuus vaikuttaa suoraan lopputuotteen värien suorituskykyyn ja tulostuslaatuun. Olipa kyseessä sitten pino- tai keskipainatusfleksopainokone, virheellinen kohdistus voi johtua useista tekijöistä. Kuinka voit tunnistaa ongelmat nopeasti ja kalibroida järjestelmän tehokkaasti? Alla on systemaattinen vianmääritys- ja optimointimenetelmä, joka auttaa parantamaan tulostustarkkuutta.
1. Tarkista puristimen mekaaninen vakaus
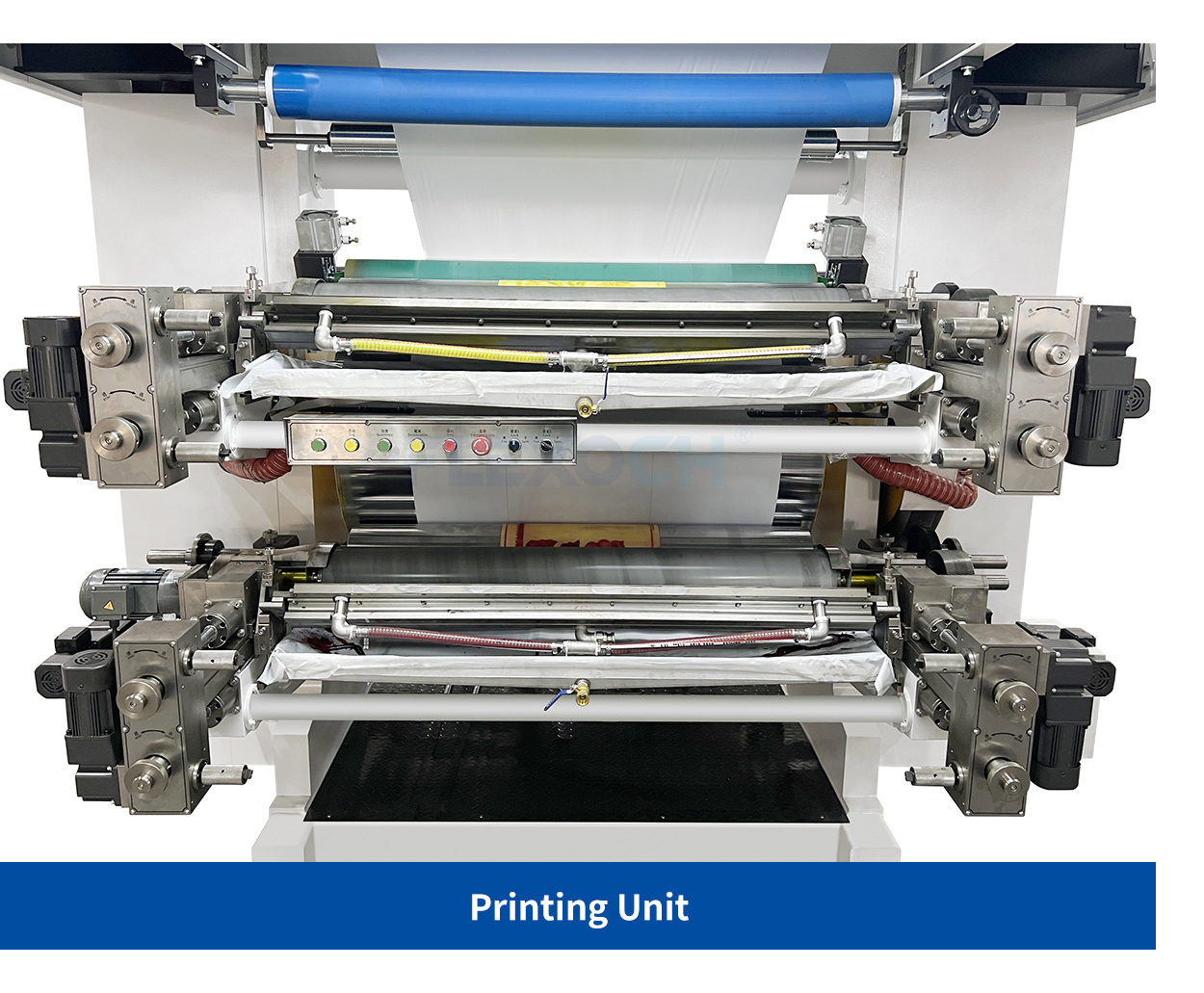
Kohdistusvirheiden ensisijainen syy on usein löysät tai kuluneet mekaaniset komponentit. Pinotyyppisissä fleksopainokoneissa vaihteet, laakerit ja painoyksiköiden väliset käyttöhihnat on tarkastettava säännöllisesti, jotta varmistetaan, ettei niissä ole rakoja tai virheellistä kohdistusta. Keskipainatusfleksopainokoneet, joissa on keskipainatusrumpu, tarjoavat tyypillisesti paremman kohdistustarkkuuden, mutta huomiota on silti kiinnitettävä levysylinterin oikeaan asennukseen ja kireyden hallintaan.
Suositus: Jokaisen levynvaihdon tai pidemmän seisokin jälkeen kierrä kutakin tulostusyksikköä manuaalisesti tarkistaaksesi epänormaalin vastuksen ja suorita sitten hitaalla nopeudella koeajo rekisteröintimerkkien vakauden tarkkailemiseksi.
2. Optimoi alustan sopeutumiskyky
Erilaisilla materiaaleilla (esim. kalvoilla, paperilla, kuitukankailla) on vaihteleva venymä jännityksen alaisena, mikä voi johtaa kohdistusvirheisiin. Keskuspainatusfleksopainokoneet, joissa on vakaat kireydensäätöjärjestelmät, sopivat paremmin tarkkaan kalvopainatukseen, kun taas pinofleksopainokoneet vaativat hienompia kireyden säätöjä.
Ratkaisu: Jos alusta venyy tai kutistuu huomattavasti, yritä vähentää tulostusjännitystä kohdistusvirheiden minimoimiseksi.
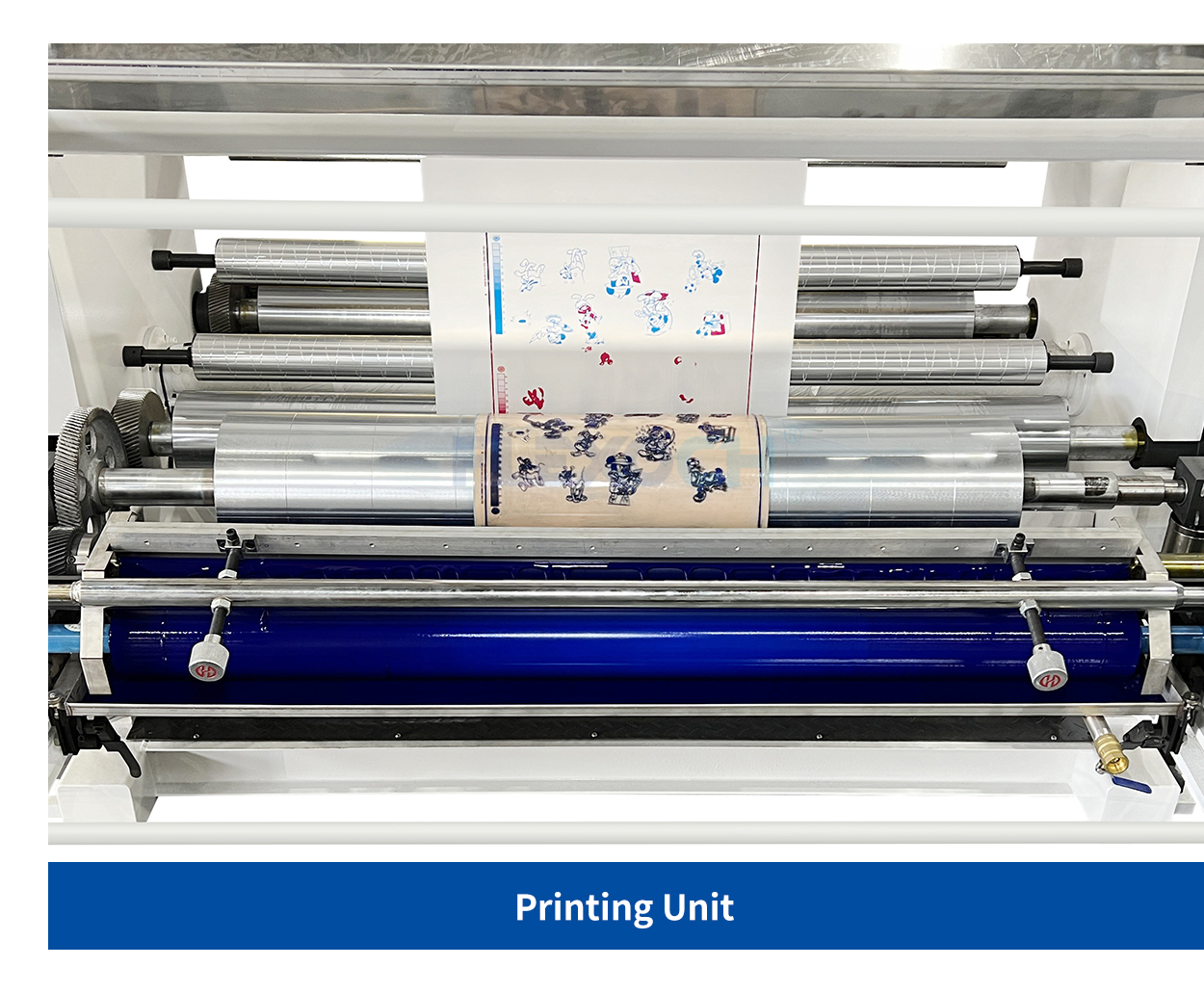
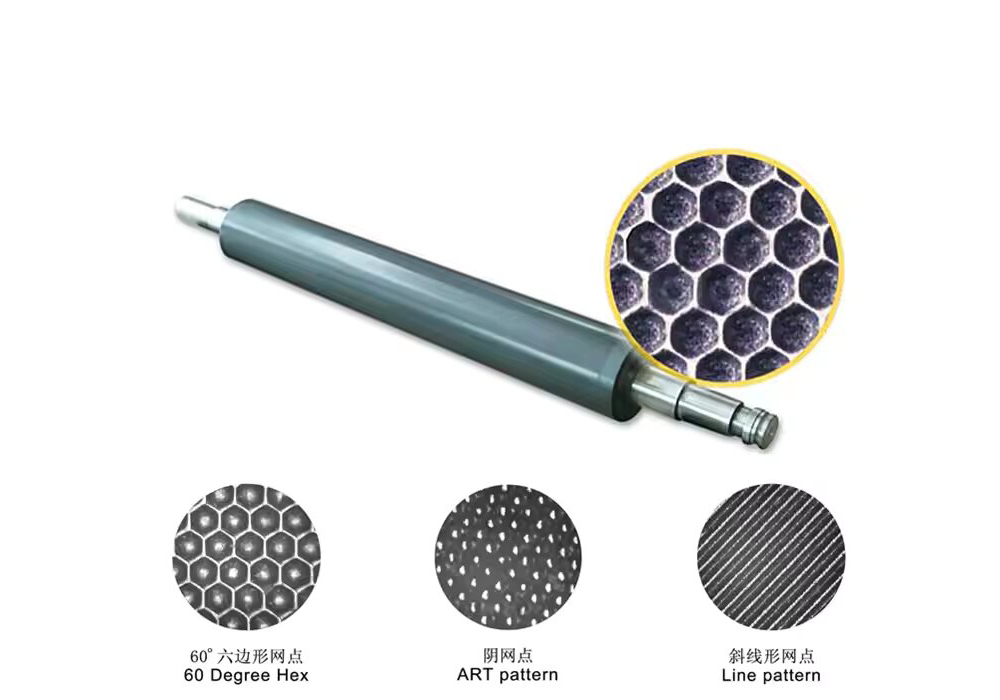
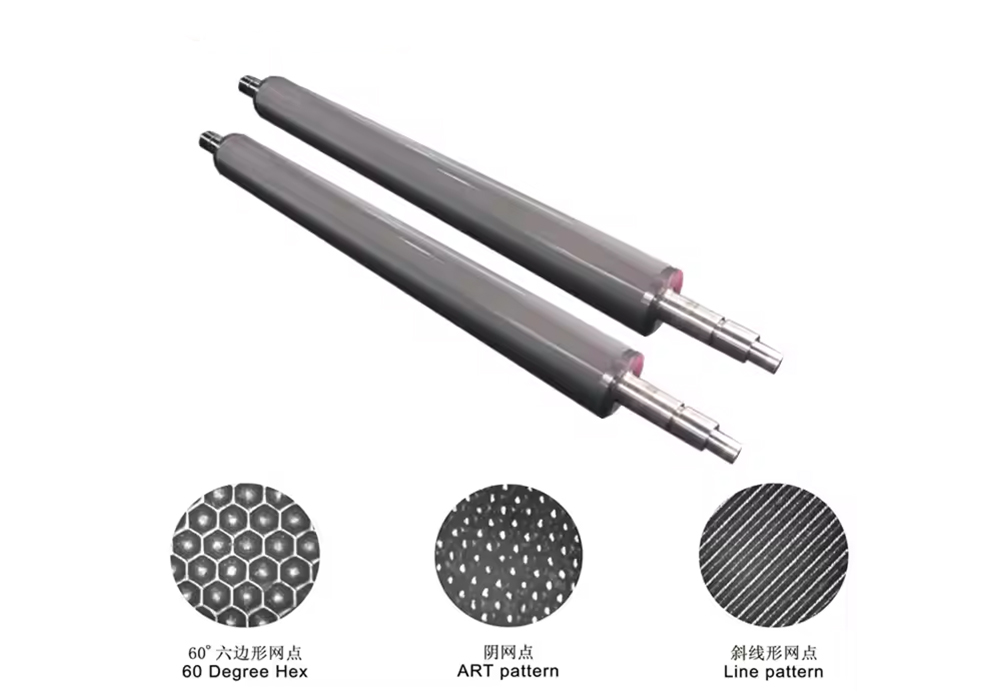
3. Kalibroi levyn ja anilox-telan yhteensopivuus
Levyn paksuus, kovuus ja kaiverrustarkkuus vaikuttavat suoraan rekisteröintiin. Korkean resoluution levynvalmistustekniikka vähentää pisteenlisäystä ja parantaa rekisteröinnin vakautta. Samaan aikaan anilox-rullien viivojen lukumäärän on vastattava levyä – liian korkea voi aiheuttaa riittämättömän musteen siirtymisen, kun taas liian alhainen voi johtaa leviämiseen, mikä vaikuttaa epäsuorasti rekisteröintiin.
Koska ci-flexo-painokoneessa on sama painorumpu, pienetkin vaihtelut levyn puristuksessa voivat korostua. Varmista tasainen levyn kovuus kaikissa yksiköissä.
4. Säädä tulostuspainetta ja mustejärjestelmää
Liiallinen paine voi muuttaa levyjen muotoa, erityisesti pinotyyppisissä fleksopainokoneissa, joissa jokainen yksikkö kohdistaa paineen itsenäisesti. Kalibroi paine yksikkö kerrallaan noudattaen "kevyen kosketuksen" periaatetta – juuri sen verran, että kuva siirtyy. Lisäksi musteen tasaisuus on kriittistä – tarkista kaavinterän kulma ja musteen viskositeetti, jotta vältät paikalliset kohdistusvirheet epätasaisen musteen jakautumisen vuoksi.
CI-painokoneissa lyhyempi musteen reitti ja nopeampi siirto vaativat erityistä huomiota musteen kuivumisnopeuteen. Lisää tarvittaessa hidastimia.
● Videoesittely
5. Hyödynnä automaattisia rekisteröintijärjestelmiä ja älykkäitä korvauksia
Nykyaikaisissa fleksopainokoneissa on usein automaattiset kohdistusjärjestelmät reaaliaikaista korjausta varten. Jos manuaalinen kalibrointi ei riitä, hyödynnä historiatietoja analysoidaksesi virhemalleja (esim. säännöllisiä vaihteluita) ja tehdäksesi kohdennettuja säätöjä.
Pitkäkestoisille laitteille on suoritettava koko yksikön lineaarinen kalibrointi säännöllisesti, erityisesti pinotyyppisille fleksopainokoneille, joissa itsenäiset yksiköt vaativat systemaattista kohdistusta.
Johtopäätös: Tarkka rekisteröinti piilee yksityiskohtien hallinnassa
Käytettiinpä sitten pinotyyppisiä tai kiinteävalssattuja fleksopainokoneita, kohdistusongelmat johtuvat harvoin yhdestä tekijästä, vaan pikemminkin mekaanisten, materiaali- ja prosessimuuttujien yhteisvaikutuksesta. Systemaattisen vianmäärityksen ja hienosäädetyn kalibroinnin avulla voit nopeasti palauttaa tuotannon ja parantaa painokoneen pitkäaikaista vakautta.




Julkaisun aika: 08.08.2025